��ĩ�����ڽ������������е�ȱ�ݺͮ���(6)
�r�g��2023-01-06 11:03 ��Դ���L����G60����(li��n)�� ���ߣ�admin ��x����
2.2.2.�t��ͽ��t����ٳ���
��PBF���g�У��S���о���(c��)���ڜضȈ��O(ji��n)�y�����A�y�����͵��^�Y(ji��)�����о��ˆT����ԭλ�t��y�����O(ji��n)�y����AM�^�����۳صĎ��Π�������Ĝضȡ��۳��е��κή��������ܱ�ҕ�鲿��ȱ�ݵ��γɡ�Ȼ������ۙ�۳ضȺ��λ������Ҫ���ٔ�(sh��)��(j��)�ɼ���10 kHz���������@һ�����ɱ��߰�������������˙C�������W�ď��s�ԣ������˙C���ijɱ��������������������ʹ�õ͎����ʺ͵͔�(sh��)��(j��)�惦Ҫ���ȫ������Boone���������ʹ�ý��t�⣨���磬�轹ƽ�棩���Խ��Ͱl(f��)���ʌ��y����Ӱ푣���ˣ��y�����_�����^�ͣ�Ҋ�D17����
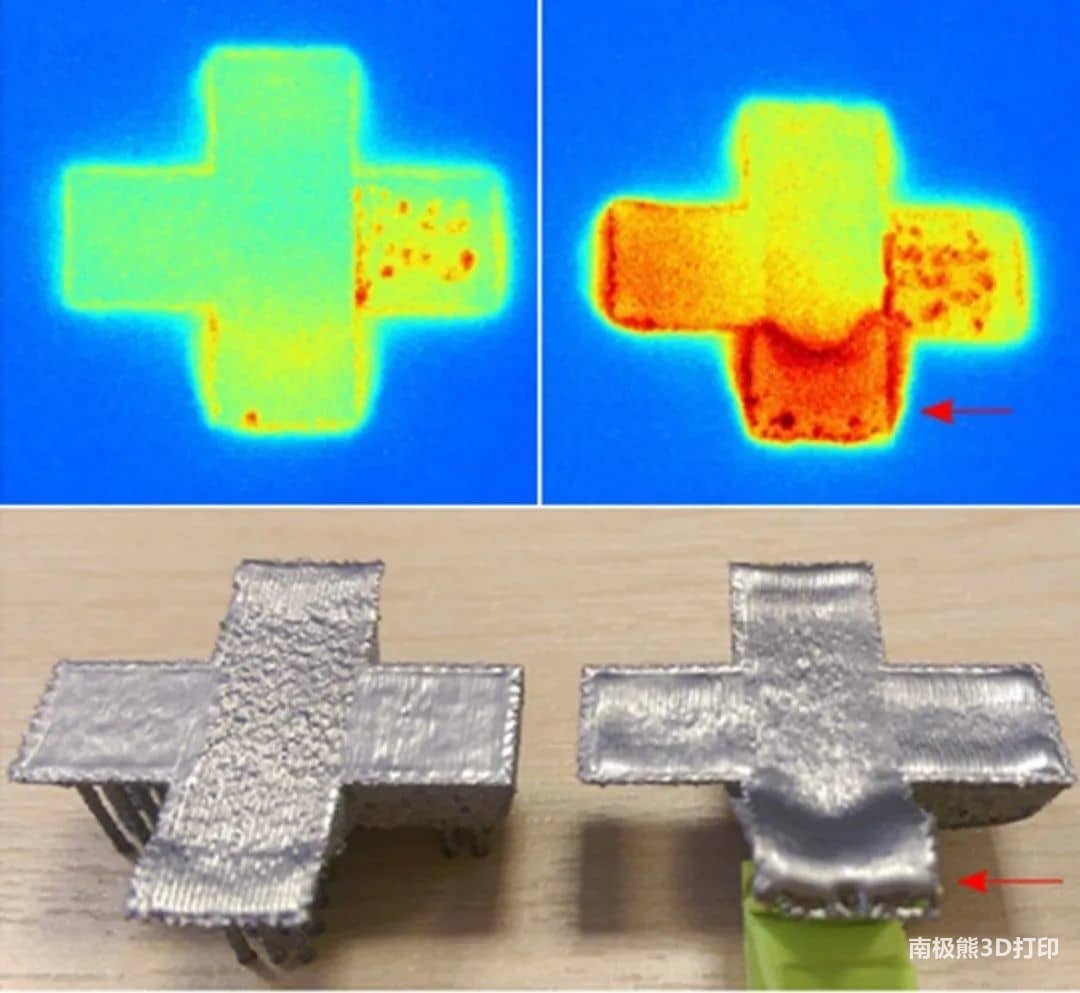
�D17�@ʾδ�ںϣ��ֲ�С���c�����[Û���tɫ���^��ʾ����ʾ����
(a�������γ������w�Ĺ�ˇ����(sh��)����;��b�������Y(ji��)���r����K�������Ƭ���@ʾ�����w����߅�Ύ��Π�;�ͣ�c�������������w��������һ��픲���������߅�Ύ��Π�Ē���D����
�����ԭλ������ѱ����ڴ_�J���������ĩ���ۺϣ�E-PBF���^�����R�eȱ�ݮa(ch��n)�����^�Y(ji��)����׃�r�����Π��ˇ����(sh��)�Ͳ�������P(li��n)�ġ��@Щ�y���Y(ji��)���c�����ͷ�ֵ�ض����P���Դ_����϶���γɵ�څ�ݡ����⣬ԭλ��y�����S������Ӌ���������^����������S�D(zhu��n)׃��CET���ļӹ��l����Ȼ���������о���δ�����ϲ��Uչ��懺Ͻ���x���Լ����ۻ���Ҳ���漰�����w�ӵı���ֲڶȣ�Ӳ�Ⱥ��^�M���������о������⣬�]��һ��Ѱl(f��)�����о��ṩ�����cAM����Ӌ�����P�����̎��l����ȫ��ԭλ�ͷ�ԭλ��(sh��)��(j��)��
2.2.3.����x�侀���������
���˘������������ͬ��ݗ��x�侀��������似�gҲ������AM�^�̵IJ����о����@Щ�Y(ji��)���阋���и��N�Y(ji��)��ȱ�ݵęC���ṩ���@����Ҋ�⡣
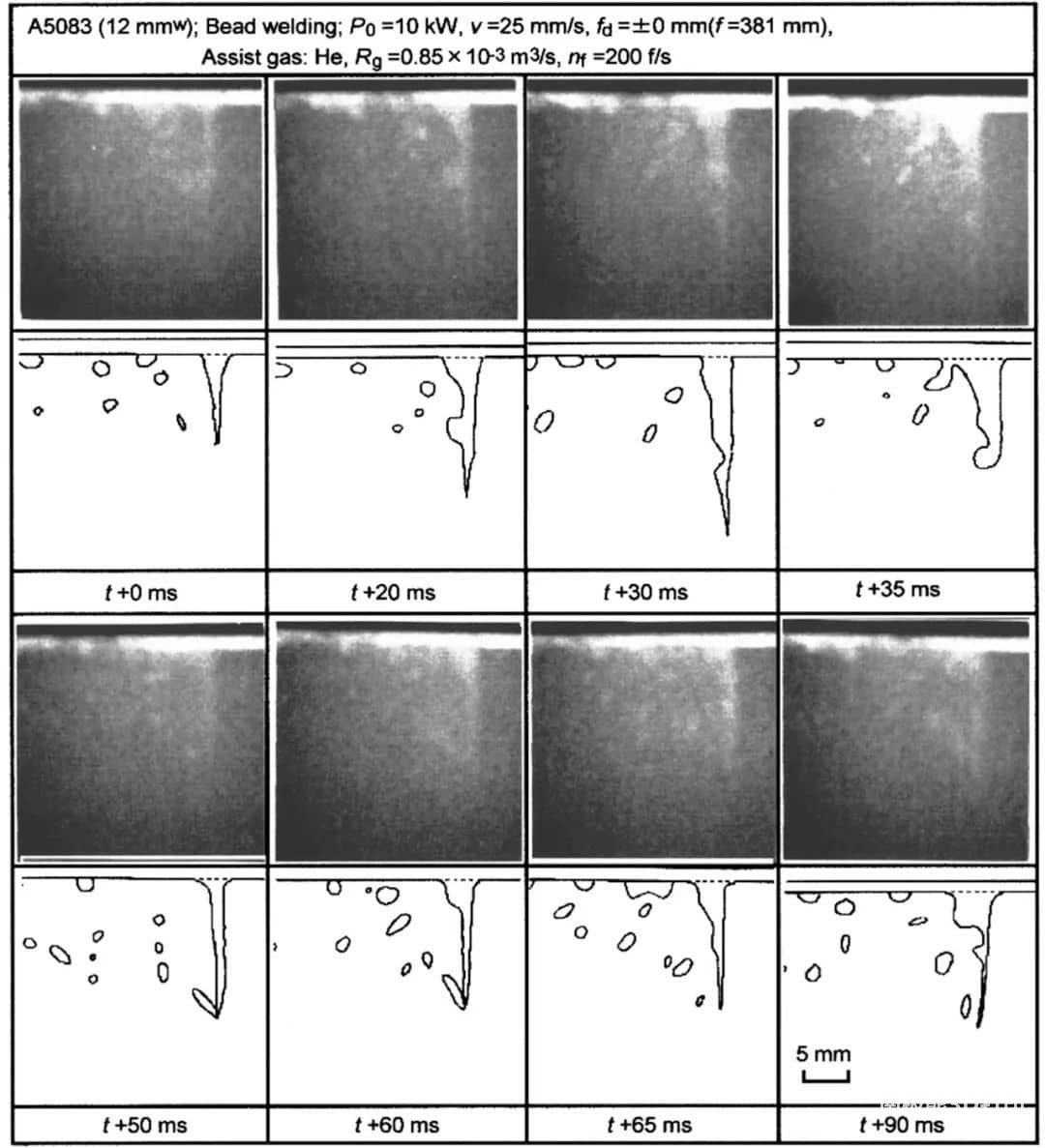
��ͬ��ݗ��x�侀֮ǰ��20���o90����������W���о�С�Mʹ�Ì����x�侀���O(ji��n)�y������С��ģʽ�����е���ȴ��������������Ĺ�����ʹ���˹�x�侀Դ������ͨ���a(ch��n)���ˌ��ȶȺͷֱ��������^�͵ĈD����ˣ������Ĉ����ȱ���P��ǰ�i�ױھ����Y(ji��)�����۳��ΑB(t��i)����Ϣ���D18�@ʾ��ʹ�Ã�(n��i)��x�侀�����g��С��϶�ȵĿ�ҕ����
�D18���⺸��С�ך�Č����x�侀����
2016�꣬Zhao��Sun���˽����˼����ĩ����׃ģ�M�����������c��ؕ���Ҍ�������M����Դ��APS���ĸ���ͬ��x�侀��������似�g��Y(ji��)�ϡ�2017�꣬����չʾ��ƽ�_�������������Y(ji��)���l(f��)���ڡ��ƌW��桷�С��@���״�ʹ��ͬ��������x�侀�O(ji��n)�y���ٵļ����ۻ��^�̡����ʾ��D��D19��ʾ���D20�@ʾ���i���γ��^�̺���������L�^�̵ļ���(ji��)��
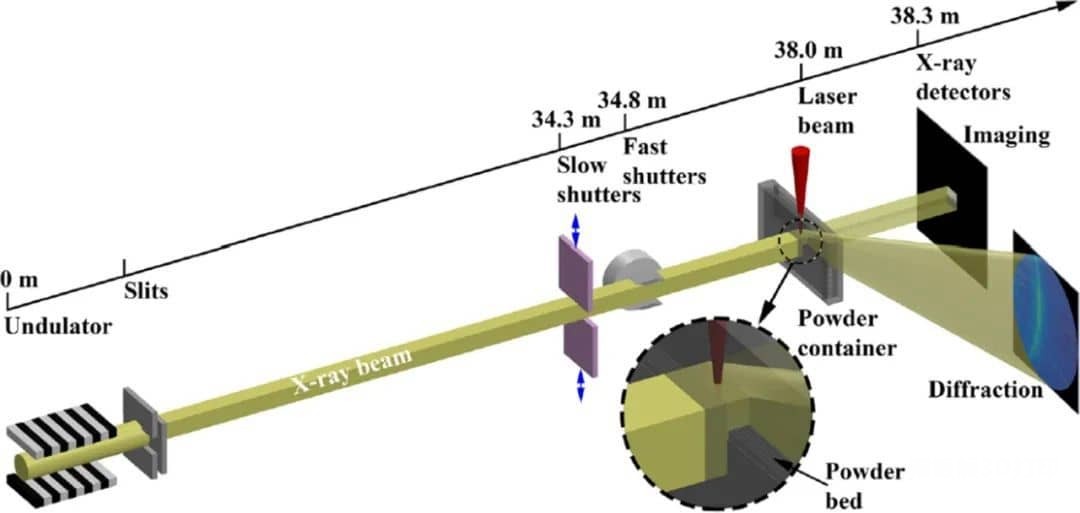
�D19 ��ؕ���Ҍ�������M����Դ�����ĩ����׃�ĸ���ͬ��ݗ��x�侀��������䌍�ʾ��D��
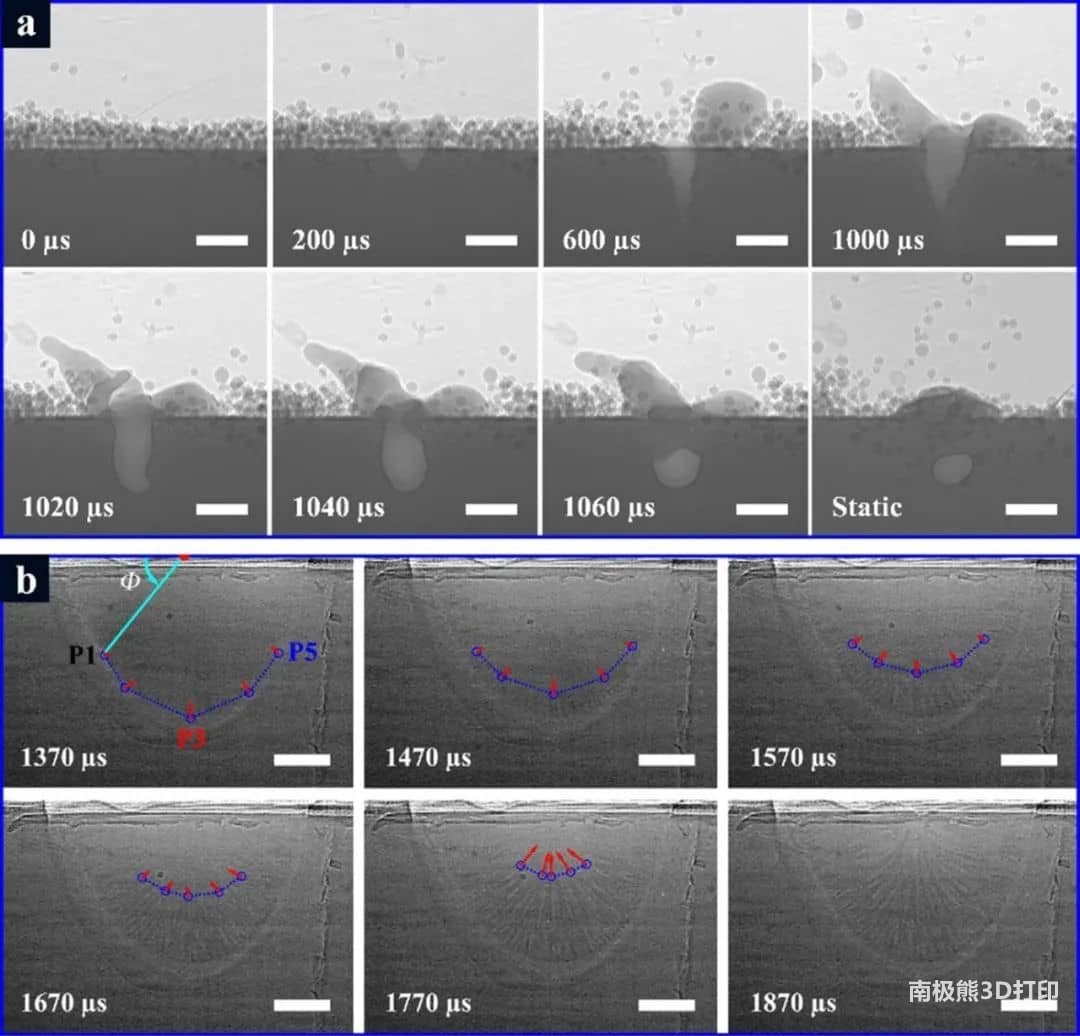
�D20�����ۻ���������Ti-6Al-4V�ĸ���ͬ��x�侀����a���i���γɡ���b������������L��
�������⣬������صĎׂ��F��ё��ø���ͬ��ݗ��x�侀�����о��cAM���P�������^���еIJ�������׃��2017�꣬Zhao�����^�쵽����Ti-6Al-4V�ij�ʼ�����^���У��ߜ�bcc����F(xi��n)�ˏ�������c���S����Ʒ�^�m(x��)��s����������������ȡ������D21��ʾ��ͨ�^�D(zhu��n)׃�r�g��������������s�ٶȺ����D(zhu��n)׃�ٶȡ�
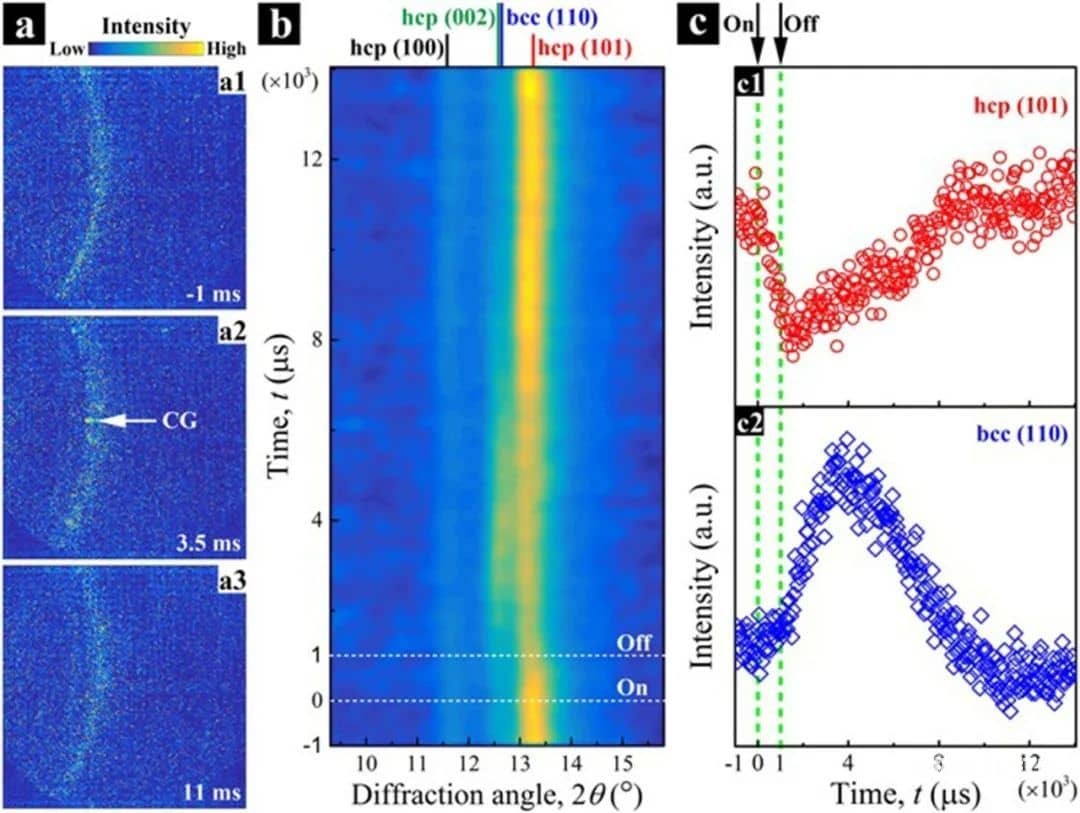
�D21�����ۻ���������Ti-6Al-4V�ĸ���ͬ��x�侀���䡣
2.2.4.�������g
���˿�Ҋ��������x�侀��������似�g�⣬�e����ݗ��y����ISR�����W�yԇ��AT��Ҳ���ڱO(ji��n)�y���ٵ����ӄ������^�̡����@��҂���B��һ��Č��ԭ���ͷ�����������̖��ጵ����y���@Щ���gͨ���c�������g��Y(ji��)�ϡ�
2.2.4.1.�e����ݗ��y��
���ԭ���ͷ�����2008�꣬ɣ�ρ����Ҍ���ҵ�J.T.Norris����ʹ�÷e����?q��)����⺸���^���еļ��������M�����R�r�u������D22A��ʾ���Ѓɂ����w��һ�������w��һ�������w�������wλ�ڼ����^�·������Ә�Ʒλ�����w��(n��i)���ͼ������Ľ�ƽ���ϡ���Norris����֮ǰ��F(xi��n)abbro������LALP��CNRS��/GIP GERAILP��˾��2005�ꌍʩ��ԓ���g���D22B�����Ԝy��ȫ�����⺸���^����ͨ�^С�ׂ�ݔ?sh��)ļ�����������늶��O�ܵĕr�g�ֱ��ʞ���롣����̖�c�M�����w�ļ���ʳʾ����Pϵ��2018�꣬���Ҙ˜��c���g�о�����Simonds����ʹ��ԓ���g���D22C���о������w��С���γ��^���еĄӑB(t��i)�������ա��r�g�ֱ���С��1�롣
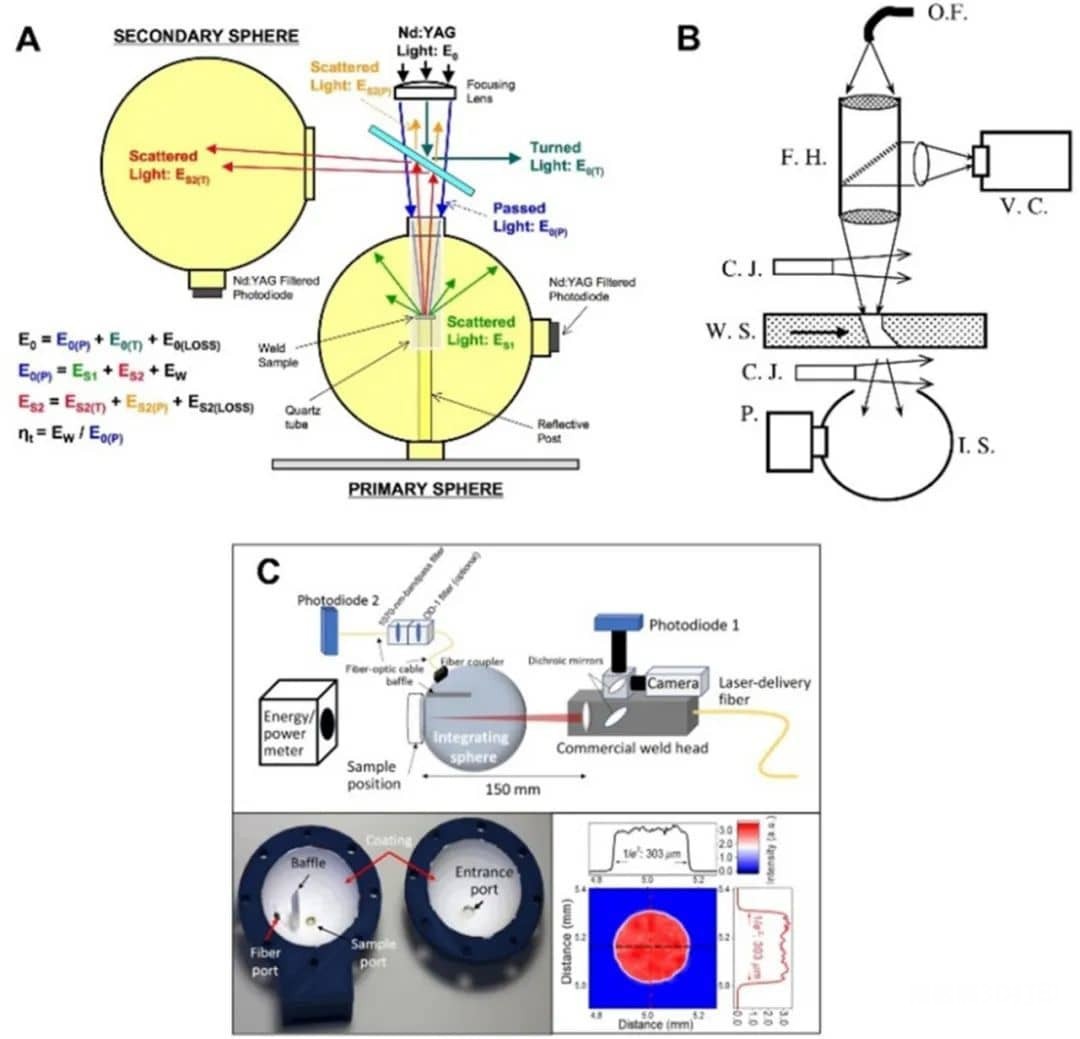
�D22�e����ݗ��y���Č���b�á�
��ISR�c�����O(ji��n)�ؼ��g��Y(ji��)�ϡ�2020�꣬Simonds���ˌ�ԓ���g�c��(n��i)(li��n)��ɳ�������x�侀������Y(ji��)�ϣ��������������c�i���ݻ������磬С����ȣ����P(li��n)����D23��ʾ����(n��i)(li��n)��ɳ���ϵ�y(t��ng)�܉���200 kHz��������ȡ��Ʒ������ȣ����g�ֱ��ʞ�15��m����Ҫ�Y(ji��)����D23C��ʾ��
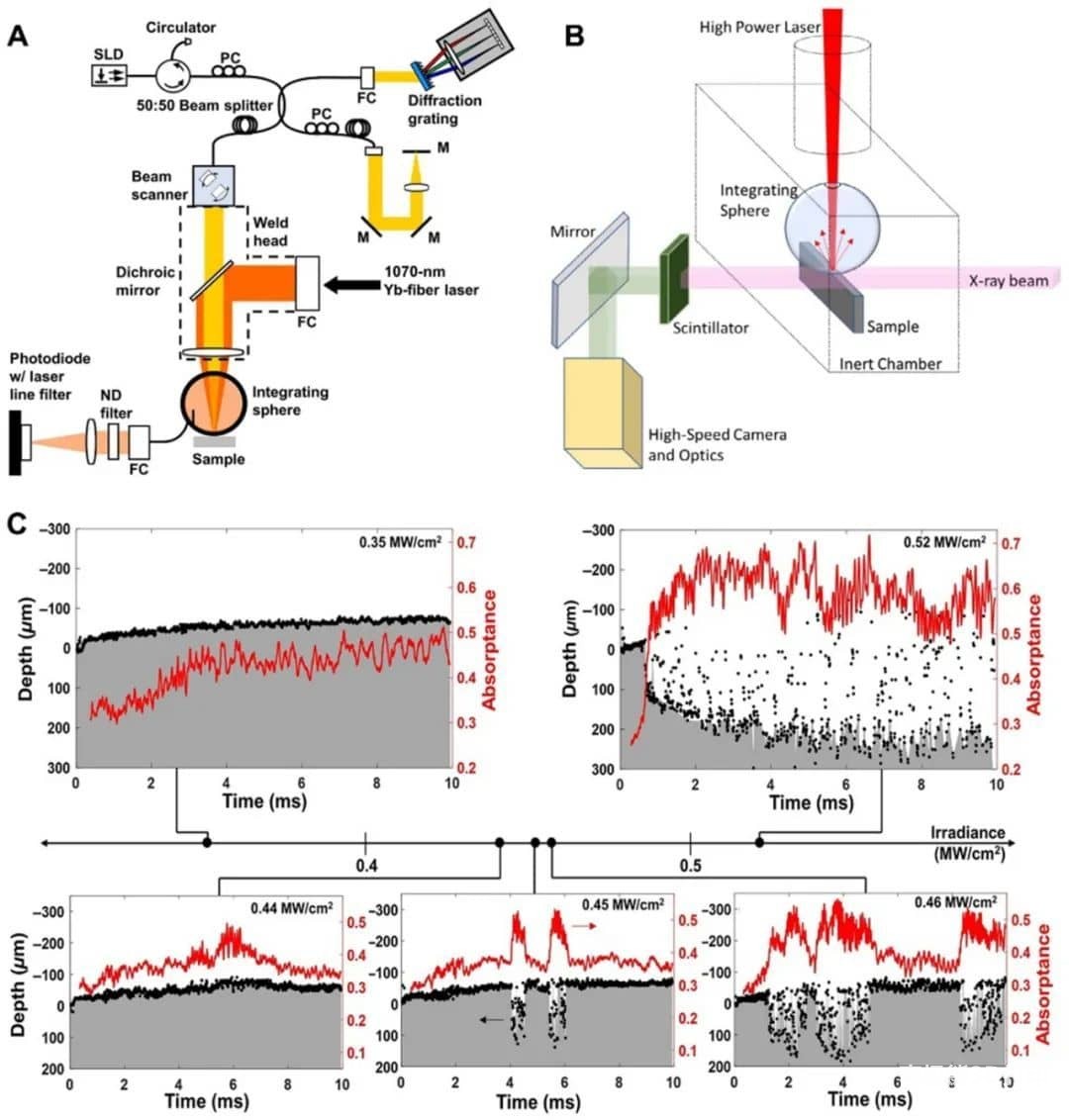
�D23���P�������պ͘�Ʒ������ȡ�ͨ�^��A����(n��i)(li��n)��ɳ���ͣ�B������x�侀����y���Ę�Ʒ������ȡ���C���r�g�ֱ��С����Ⱥ͏Ă������^�ɵ�С��ģʽ�ļ������ա�
2.2.4.2.�W�yԇ
���ԭ���ͷ������W�yԇ������ٵĔ�(sh��)��(j��)�ɼ���̎���������ڱO(ji��n)�y�����ۻ��^�̡�����������ɢ�䲨�ε�����c�۳غ͘�����ď������Ժ��|(zh��)���ܶ����P���S�����ٵ��ۻ�������ģ����ʧ�����sģ�����|(zh��)���ܶȴ�͡���ˣ��۳�߅��̎�����^����迹����@�����۳�����ļ��в�����ɢ�䡣���⣬���ڙM���IJ��L�^�̣�����c�v����ȣ��M�������С�
a�� AE��̖Ƭ�ε�ʾ�������������е������ܶȣ�b���cխ�������������������V�D��λ�ڕr�l���С�
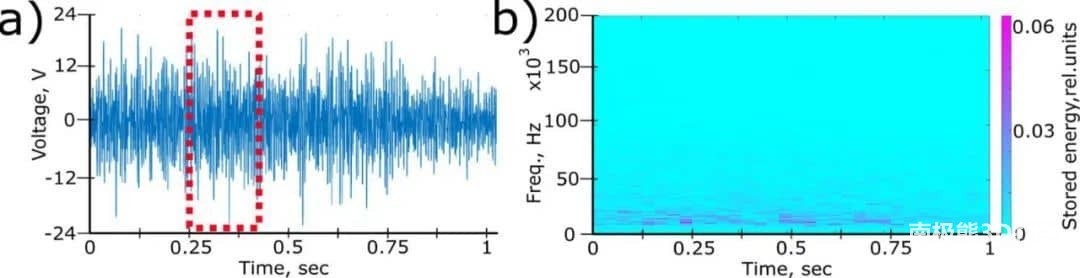
��D24��ʾ�������l(f��)�F(xi��n)����ɢ�䌦�۳���ȷdz����С��۳�����Ǐļ��⺸�Ӻ�ęM����@�õġ����⣬�S���۳ص��ݻ������ڼ��в��ٜpС����ʼ�}�_�ĵ��_�r�g���ӡ�����̖������|(zh��)��֮�g��(li��n)ϵ�������Ρ����ˑ����@һ����(zh��n)����ʿ���ϿƌW�c���g(li��n)���ҵ�Shevchik���������һ�N���r�z�y����ȱ�ݵĹ�ˇ����(w��n)���Եķ��������ȣ���D25A��ʾ������ʹ�����N���g���O(ji��n)�y�����ۻ��^�̣�����x�侀�����ⱳ������l(f��)�䡣��Σ�������������˹���(j��ng)�W(w��ng)�j���D25B�����ļ��ⱳ������l(f��)����̖��С���V�D�н�ʾ����ȱ�ݵ��¼����������D25��C-E������
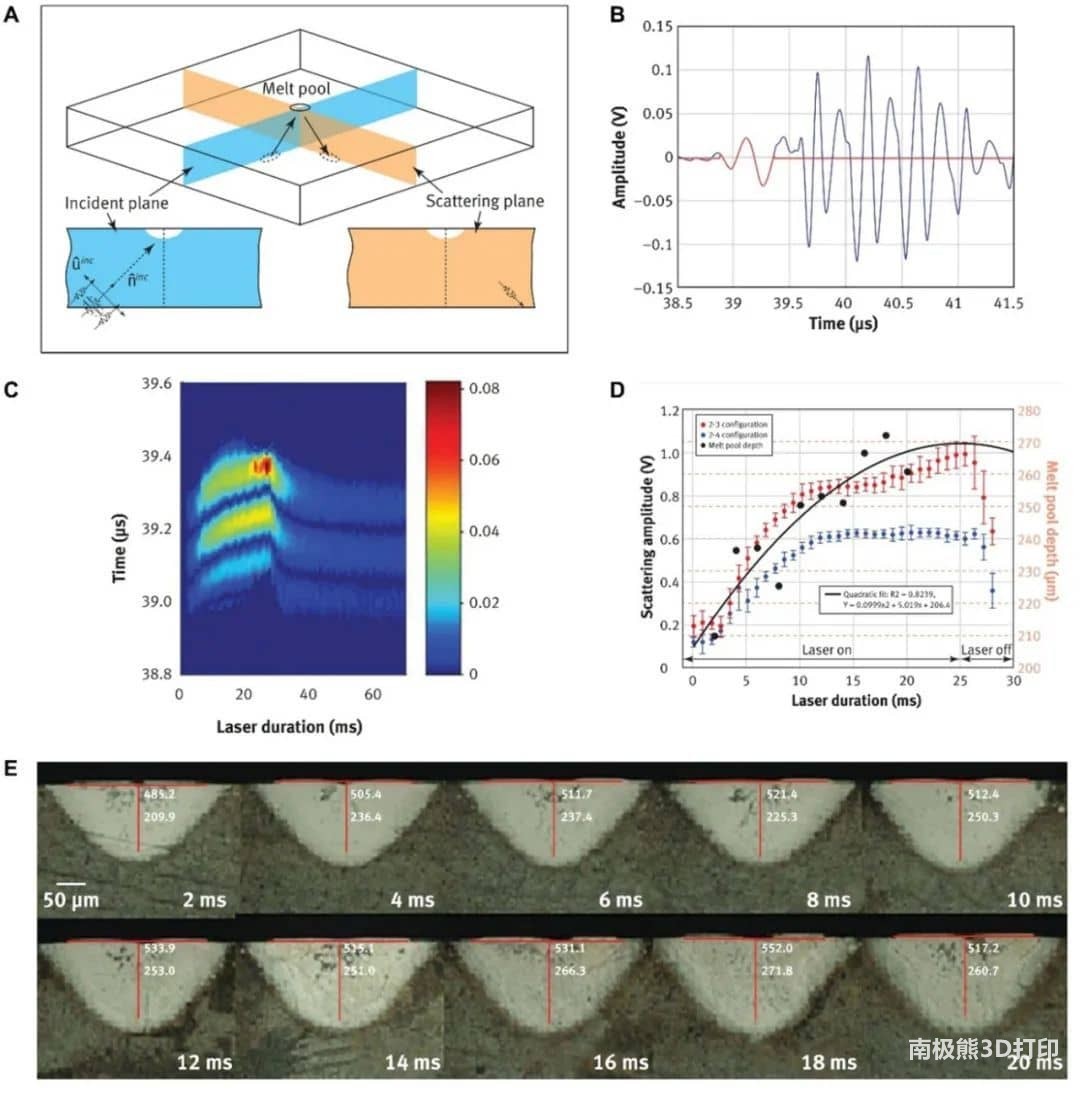
�D24�����T���۳س����z�y�����⡣��A�������i������ʾ��D����B���۳��γ��^���еij������Ρ���C���S�r�g���Ƶ�B����D��D���y����ɢ��������۳���ȡ���E����ͬ������m(x��)�r�g�������۳ء�
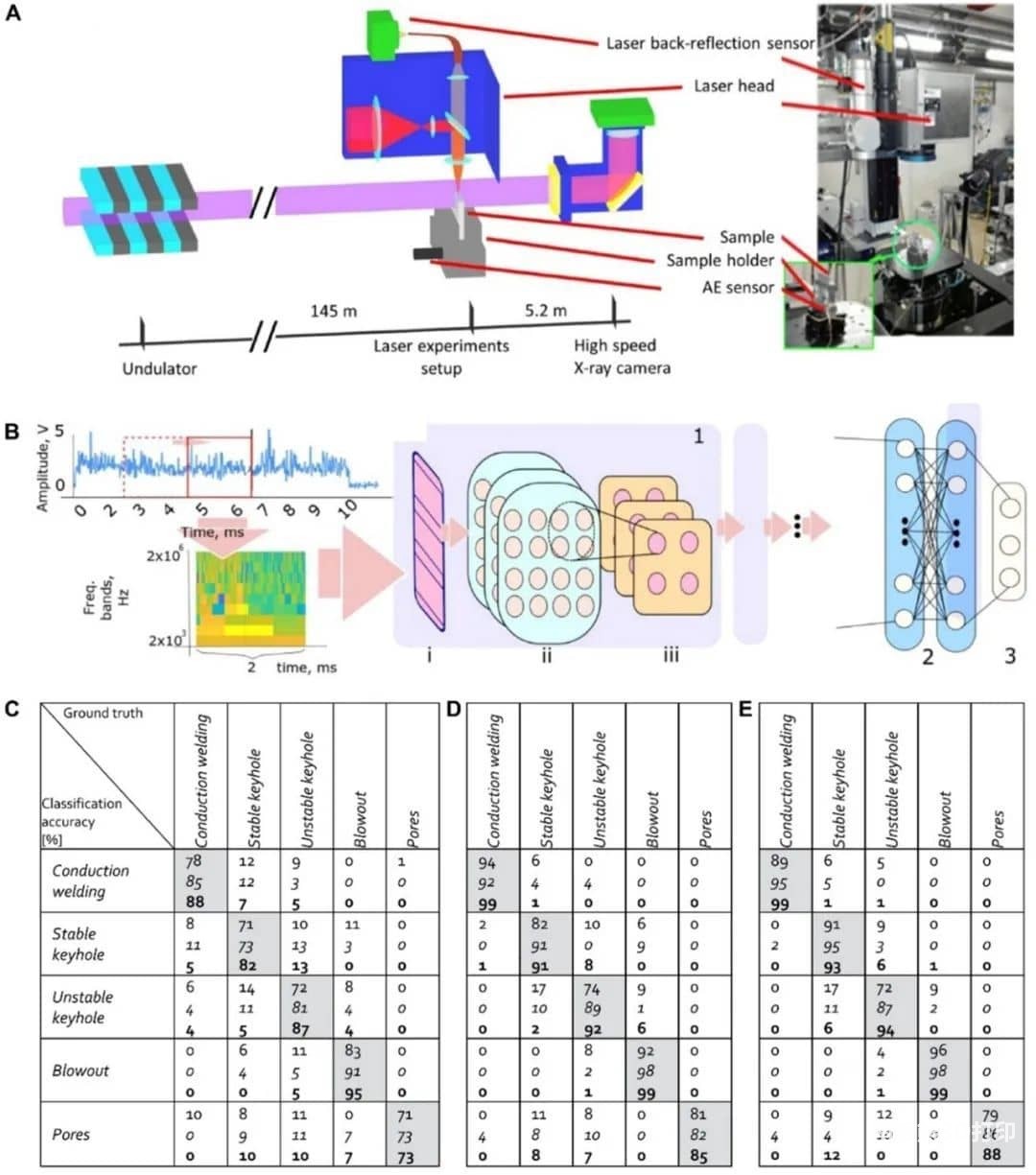
�D25�����ۻ��|(zh��)���O(ji��n)�y����ȌW������A������O�á�ʹ�������N���g������x�侀�����ⱳ������l(f��)�䡣��B�����ⱳ������l(f��)����̖�¼�����������˹���(j��ng)�W(w��ng)�j����B�����ⱳ������̖����C���l(f��)����̖�ͣ�D���ɂ���̖�ĽM�ϵķ�Y(ji��)����ÿ�������еĔ�(sh��)�ַքe�dz�Ҏ(gu��)CNN�����暈��CNN�͕r�gCNN��
��Դ��Defects and anomalies in powder bed fusion metal additive manufacturing, Current Opinion in Solid State and Materials Science, doi.org/10.1016/j.cossms.2021.100974
�����īI��Influence of post-heat-treatment on the microstructure and fracture toughness properties of Inconel 718 fabricated with laser directed energy deposition additive manufacturing, Mater. Sci. Eng. A., 798 (2020), Article 140092.
-
-
640-1.png (170.64 KB, ���d��(sh��): 0)

(؟�ξ���admin)

���P��(n��i)��
 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t(y��)�WԺ������3D��
����ǻ�t(y��)�WԺ������3D�� ��������٘���(j��ng)Ѫ�����
��������٘���(j��ng)Ѫ����� �Ƅ�ճ�Y(ji��)�����䣨�T��/��
�Ƅ�ճ�Y(ji��)�����䣨�T��/��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��
- ��Divergent��˾��3D��ӡ���g�(q��)����܇��
- ������ǻ�t(y��)�WԺ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
����(n��i)��
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y(ji��)��
- ��Divergent��˾��3D��ӡ���g�(q��)����܇��
- ������ǻ�t(y��)�WԺ������3D��ӡ�����ƽM��
- ����������٘���(j��ng)Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y(ji��)�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F(xi��n)��
- ���X�����������죺���ڿɳ��m(x��)��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y(ji��)���{(di��o)���c
���]��(n��i)��
 �x�^(q��)�����ۻ�����
�x�^(q��)�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive���� ��δ�����������
��δ����������� �Č�����������a(ch��n)
�Č�����������a(ch��n) 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c��(n��i)��
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


