��ĩ�����ڽ������������е�ȱ�ݺͮ���(2)
�r�g��2023-01-06 11:03 ��Դ���L����G60������ ���ߣ�admin ��x����
1.2.2. �������ĩ���ۻ�
E-PBFʹ������������Դ���x���Ե؟��Y/�ۻ���ĩ��ԓ��ˇ�܉������������ȫ���ܵĽ����������Cе���ܿ��c���y���������������������T������ͼ�����ˣ�E-PBF�����������S���������������ؽY�����̘I���� E-PBF ϵ�y�IJ������^������������ȵp��ȱ�ݣ������� L-PBF ��һ�ӡ�Ȼ�����@Щϵ�y���^�����ṩ���^�ٵ����ɶȣ�����ȱ�������ʺ͒����ٶȵȵ�ֱ�ӿ��ơ�
E-PBFϵ�y��������Ҫ�M�������ݔ�ͣ���ĩ�Uɢϵ�y�͘����ҡ����˼�x��E-PBF��L-PBF֮�g����Ҫ�^�e���ڟ�Դ��E-PBF��ˇʹ����Ә������Դ����λ�ڷ�ĩ�������Ϸ����D5���������ͨ�^�ӟ���z�a���ģ����z�������u�z�������|LaB6ꎘO��Ȼ����ӱ�ʩ�ӵ�늉����٣���һϵ��늴��R�۽����������c�����W��ȣ�E-PBF��ˇ�е�늴��R���ԟo�T�Ե��Ƅ���������Y����������ķ�ֵ�����ٶȿ����_��102m/s�����@���ڼ��������ٶȣ����������ٶȱ������WԪ�������ڎ���/�롣
E-PBF��ˇͨ�����A�Ჽ�E����ЃɷN�ۻ�ģʽ����D4��ʾ�����澀������w�e�^����ۻ�ģʽ����ʹ�ù�������ƽ�В���·�����ؒ��裬���A���x�����澀�g����x�ָ���֮��݆�����ճ�ÿ���M�����߅��������߱���❍�ȡ����Ը��ĵ�һЩ��Ҋ��������������������cƫ�ƣ����ƹ�ߴ�С���D������g����x�ȡ�
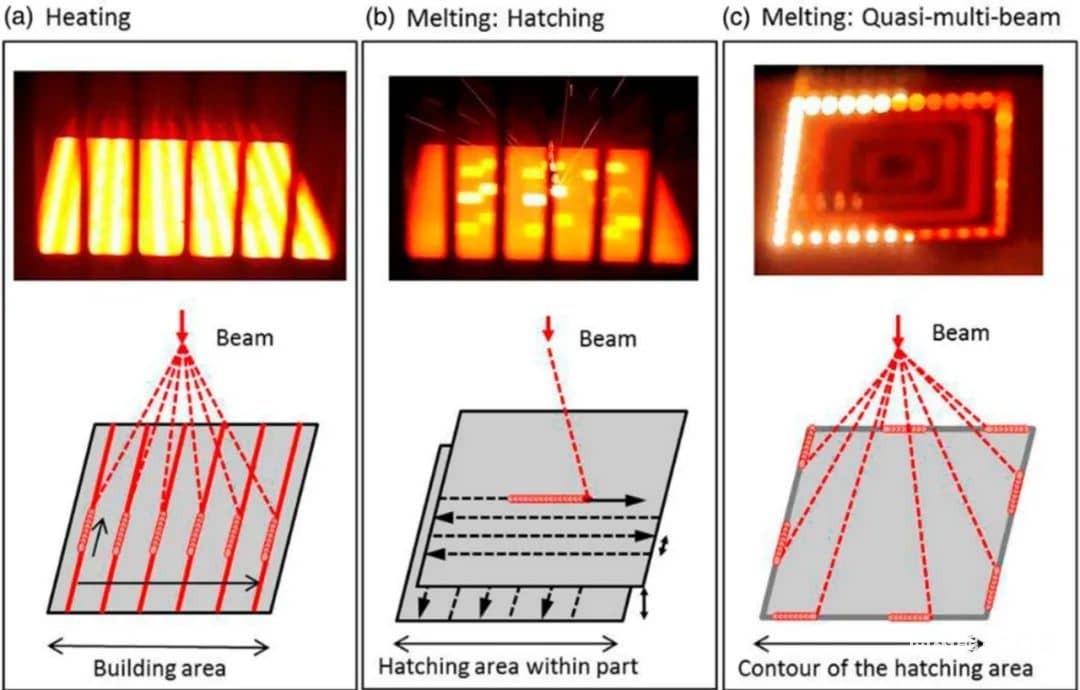
�D 4 E-PBF��ˇ�����N����ģʽ�Č��H�D���ʾ��D��
E-PBF�C���е���һ���P�Iģ�K�Ƿ�ĩ�Uɢϵ�y�������Ŀ�������ۻ����E֮ǰ����ĩ�ă�Һ��ݔ�͵��������Ͼ���Č��ϡ���Arcam E-PBFϵ�y�У��ɂ��϶���һ�����ӱ��f�{����������΄ա��˜� E-PBF ���������� 45�C106 ��m���� L-PBF ��ʹ�õ�ԭ�ϸ��ֲڡ��^�ֵķ�ĩ�p��������������w���|�������@��ζ����Ҫ����Ą��܁퇊���κνo�����w�������⣬������E-PBF��ˇ�У���ˇ�ֱ��ʣ����۳سߴ磩ͨ���^�ֲڣ���˲���Ҫʹ�ø����ķ�ĩ����Ȼ��ʹ���^�ֵķ�ĩ���߳ɱ�Ч�棬���˜��F�����g�a��������������AM��ʹ�õ��w���������V��
�������Ρ��ض����������ͻ��W���ȵ�Ҫ��Ŀǰ�Ј�������SLM��EBM��ˇ��Ti��ĩ��Ҫͨ�^���w�F����GA������x���w���D늘O��ˇ��PREP�����a�����ߵ��\�I�ɱ����ܸߡ����⣬һЩ���������O�乩���̞����ض��C���ṩ�Լ��Č��з�ĩ������ˣ����ڴ����AM�����͑��ã���ĩ�ͳ�Ʒ����ijɱ��ܸߡ�����Ti AM�ĸ��V�����ã���Ҫ�m����AM�ľ��гɱ�Ч�������Ti��ĩ��
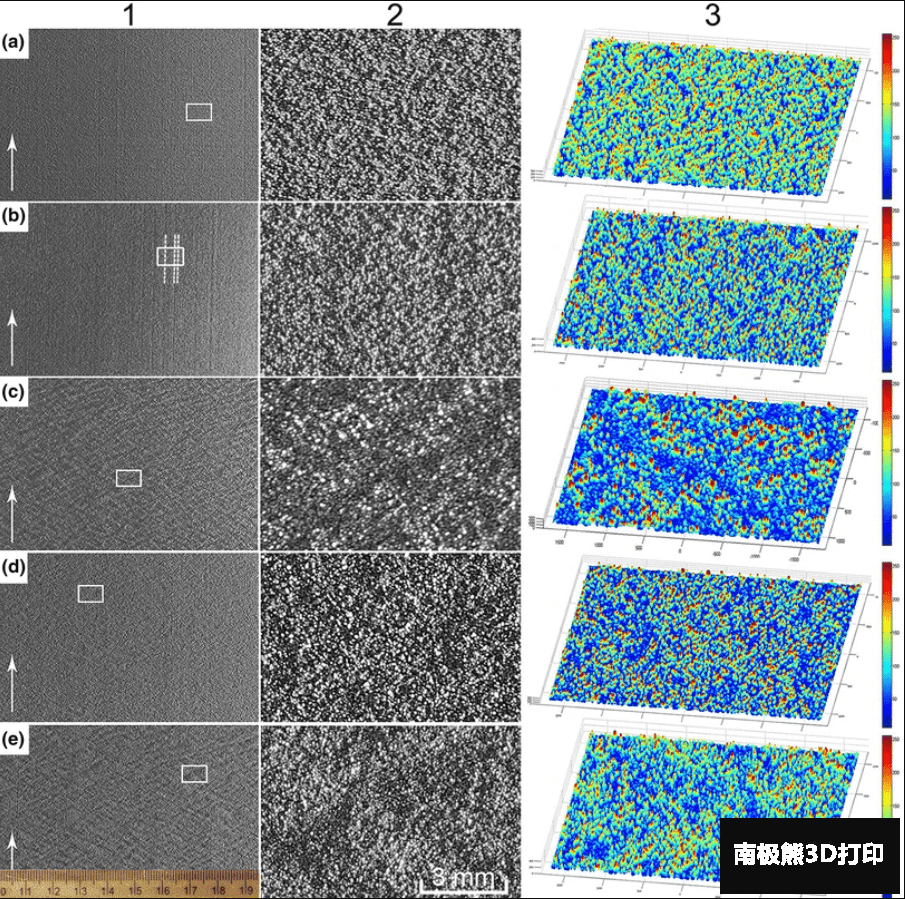
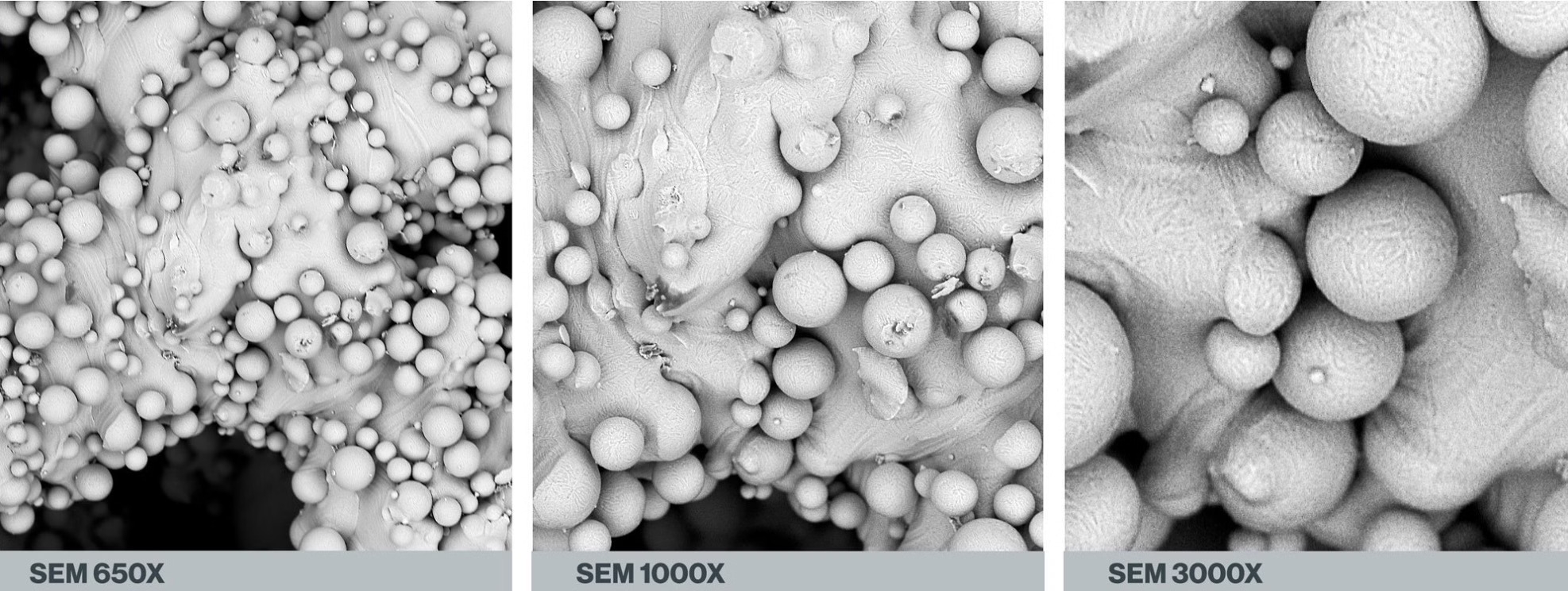
UPBϵ�y���ռ��IJ�ͬ��ĩ�ĺ��^����݆����Arcam Ti-6Al-4V��a��ԭʼ��ĩ�ͣ�b�����^�ķ�ĩ����PMT̎��������Ti��ĩ��c��45�C106��m����d��75�C106|��m�ͣ�e��45�C75��m��
ͬ�ӣ��Ҵ���Ҫ֧�νY����������L-PBF�^����һ�ӣ�����;��ͬ���c��һ�N��ˇ��ͬ��E-PBF��ʹ�õĸ��A����܃���Ě����������١�Ȼ���������п�����δ�ۻ��ķ�ĩ�����đҴ����зe�۟������@Щ��ĩ�����^�͵Č����ԡ��ֲ��^��������۳سߴ��^���c�A�ڵĘ����l�����ͳߴ磩�l��ƫ�E-PBF�е�֧�νY�����ڞ�đҴ�������ȡ�����ṩ���wͨ����
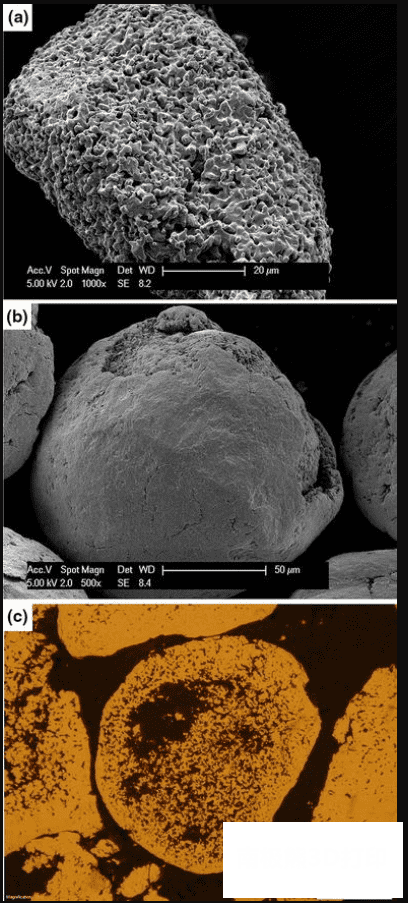
�@ʾ����Ti��ĩ���������Ē�����R�D��a����PMT̎��30���֮ǰ�ͣ�b��֮��ͣ�c���Լ���c��PMT̎���ķ�ĩ�w���M����Ĺ�W�@��Ƭ
1.3. �ۻ�ģʽ
���ڷ�ĩ���������죨AM�������Ƅӵ�����Դ�����磬������⣩�����ӷ�ʽ�x���Ե��ۻ����ٷ�ĩ���Ԙ��������3D��3D���Y�����D�@ʾ�ˏ�����Ԫģ�ͫ@�õĜضȵ�ֵ�����۳�߅�硣FEӋ��ğ�Y�������Mһ��Ӌ���۳سߴ磬�������ʺ͜ض��ݶȣ��Ķ������A�y�����^�Y����
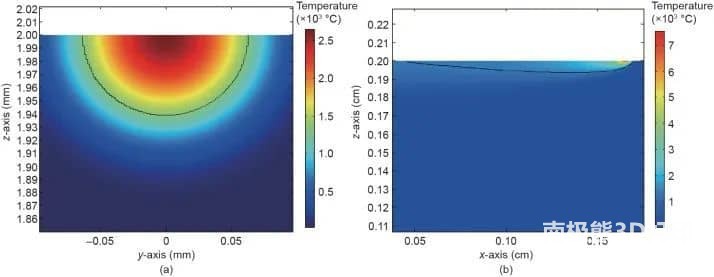
��a������Ԫģ�͜ض�݆������C�����۳�߅�磨�ھ���ʾ���ęM����D��y�Cz������b������Ԫģ�͜ض�݆������C�����۳�߅�磨�ھ���ʾ���Ŀv��ҕ�D��x�Cz����ģ�M����ʞ�200 W�������ٶȞ�960 mm��s−1�������ʞ�0.5��
��һЩ�о����ѽ�����˜y���ضȺ�ģ�M֮�g��ֱ�ӱ��^��Peyre���˘�����һ����20�ӽM�ɵı��ڣ������������ż�����ڻ����ϡ�ͨ�^�ضȜy����C�˟��A�y���@ʾ�˟����e�ۣ������B�m�ӣ����۳سߴ��Ӱ푡�Denlinger����ʹ�Ô�ֵģ�́���Ӌ����38�ӵĉK����Π�ğ�vʷ���Ա��cInconel 718��ĩ���ں����g��ԭλ�ضȜy���M�б��^���A�y�Ĝض��c�y���Y���Ǻ����á�
�D5�@ʾ�˼��O�ĸ�˹�������ڂ������i��ģʽ�µļ�����������֮�g�ı��^����������ģʽ�⣬�����cҺ�B��������ã���ĩ�ۻ����۳�ǰ����Һ�w�����⣬ɢ������L-PBF�У����cƫ�ƣ���E-PBF�У���Ӱ푴�ӡģʽ�Ϳ�϶�γɣ���ɢ�伤����������ܶȣ��@�����ڱ��ⲻ�������i�Ϳ�϶�γɡ�
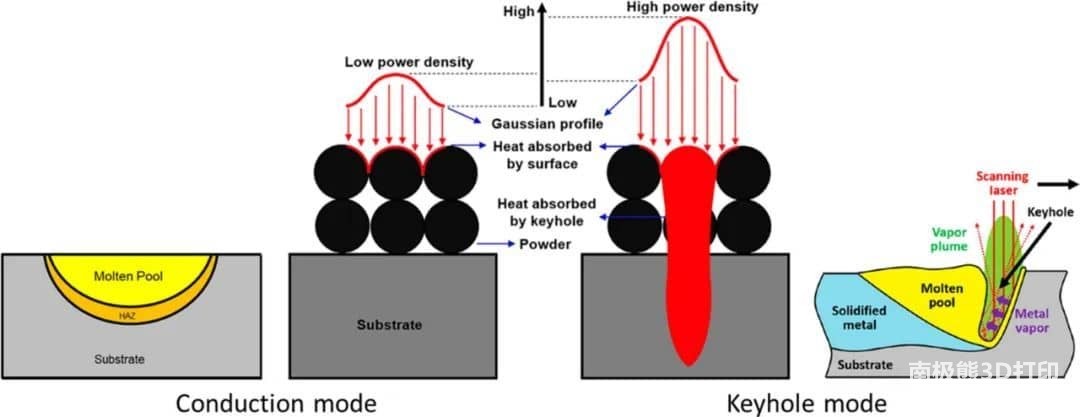
�D5 ��ʼ�r�̼����ڂ���ģʽ���i��ģʽ�µ���������ʾ��D���ٶ�������и�˹�ֲ����ڂ���ģʽ�£������������ϱ������գ������i��ģʽ�£�����������Ҫ������������ǻ�ăȱ��档
1.3.1.����ģʽ
����ģʽͨ���c�۳����P��������ǻ�������PӰ푿ɺ��Բ�Ӌ������ģʽͨ�����a����A���۳ػ��L�����^С���۳أ���D5��ʾ�������е������ܶ����ͣ������ڻ���ضȲ������ߵ����c���ϣ���˲����γ���ǻ��Bag���˲����˃H��������ģʽ�ļ��O������ʹ�����m���w�eԴ�ɹ��،��c���M���˽�ģ�����������о��У��۳ض��@ʾ���c���ģʽ�������P�����������ư�A�Ρ�����һ�N�����У�Russo���ˌ�����ģʽ�����������۳��\�ӻ�Uչ��ȥ�۽�����Դ�����ɔ_��ֲ���
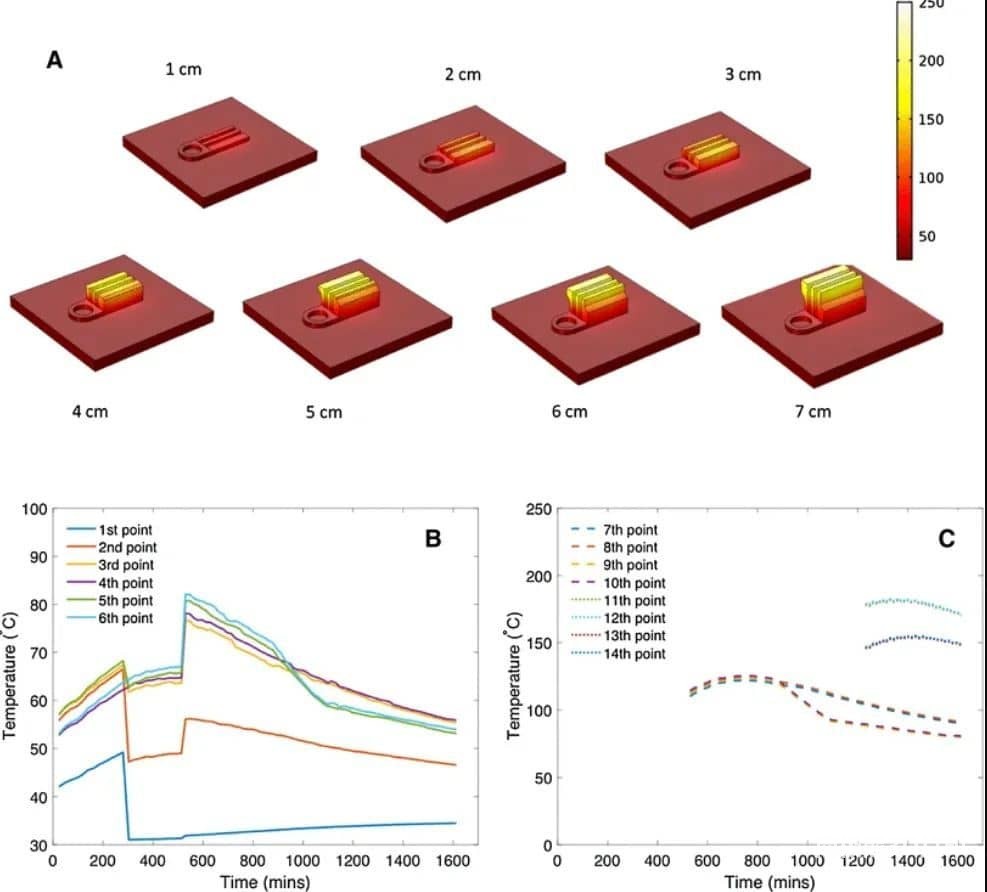
a�@ʾ�Ĕ�ֵģ�ͫ@�õğ��ݻ������S�ضȵ�ֵ���D�����dȤ�c��b��c�ضȡ��ض��@ʾ����һ��ĩ�ӳ��e֮ǰ��
�ψDa�@ʾ�ˮ��ϱ���ض���������r����һ��ĩ�ӳ��eǰ�ČӜضȡ��Da߀���������ڽ����^���еğ����e�ۣ�����ĸߌӾ��оֲ��^�ߵĻ��A�ضȡ��AӋ�Ҝص��������s��250��C���Db��c�@ʾ������14���c���A�y�ضȚvʷ���ڌӳ��e�Y���r����ԓ�D�f�������w����ݔ�롢������������r�g�����w�ض����ߵ�Ӱ푡����磬�Db�@ʾ�ˎΈD����ȵı��^������ɺ����c1���c2�Ϸ��]���Mһ����ֱ�ӟ���ݔ�����r�£��s300������ҵČӜض�ͻȻ�½������ڒ�����e�^С��һ�ӵĒ���r�g��70��p�ٵ�50�룬���¼s500��犵ČӜض�ͻȻ���ߡ�
1.3.2. �i��ģʽ
������ʏ������ӵ��s1 MW/cm2���ϕr���͌��F���i��ģʽ������_�����ϱ������ߜضȣ������ۻ����S���ض��Mһ�����߲��_�����c�������������γɕ��a�����_���������_���������ڽ��������ƣ��γ�һ�����L�Ě��wǻ���Q���i�ס������M���i���ڱ����գ��ַ����ȥ��֮ǰ�������v����ǰ���i�ױڵĶ�η��䡣��D5��ʾ���c����ģʽ��ȣ���PBF�^���У��ѽ����̵���������v��������ۻ�����s��ѭ�h��
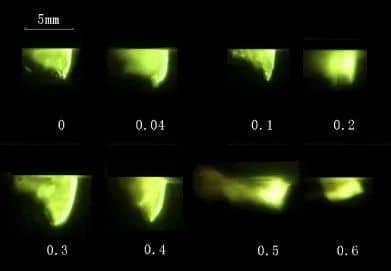
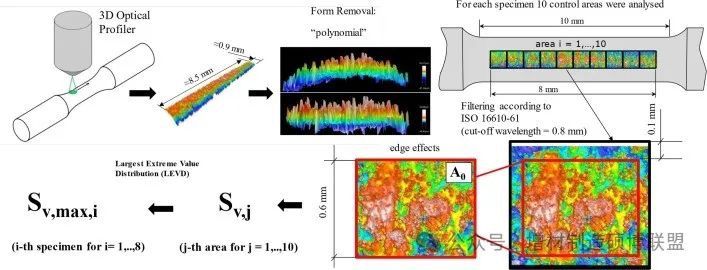
耳��Π��������Ƭ���XĤ��Ȟ�0��0.6 mm������ʣ�1000 W�������ٶȣ�1 m min−1���x����0mm�����o���w������2m3h−1��
�ψD�@ʾ���XĤ��ȷ�����0��0.6 mm���i���Π��������Ƭ���P�����C���ع�r�g�O�Þ�1/1000 s�����������i����������˶̵ĕr�g�ȱ�ҕ���oֹ�����Y����������Һ���������ɱ棬�i���������c�����ٶ��෴���i������ԭ�������ڼ������c����֮�g�������\�ӣ��ڌ��H����̼��⺸���С��i���Π����i���x���w���ܶȿ��ơ����ɉK����֮�g�]�ЊAס�XĤ�r��耳��Π�Mխ������п�׃�M����ļ��Lë���ܡ��S���XĤ��ȵ����ӣ��@��ζ���i���x���w���ܶȸ��ߣ��������Լ�������i���γɡ�����Ĥ�ĺ�����ӵ�0.3�������g��ȕr��耳��_��5.3���������ȡ��^�m�Ӻ��XĤ�����^�m�U��;Ȼ�����i����ȼ����p�١��@�N�F��������i���x���w���^���ܶ���K�����伤������Ȳ����ϵĂ�ݔ��������i���x���w����������������䲢���¾۽��������������i�����ݡ�
(؟�ξ���admin)

 Himed�u����ͬ��ɰĥ����3
Himed�u����ͬ��ɰĥ����3 ��ĩ�������Կ�����������
��ĩ�������Կ����������� Divergent��˾��3D��ӡ��
Divergent��˾��3D��ӡ�� ����ǻ�t�WԺ������3D��
����ǻ�t�WԺ������3D�� ��������٘���Ѫ�����
��������٘���Ѫ����� �Ƅ�ճ�Y�����䣨�T��/��
�Ƅ�ճ�Y�����䣨�T��/��������
- ��Himed�u����ͬ��ɰĥ����3D��ӡ⁺Ͻ�
- ����ĩ�������Կ�����������Ͻ��^�Y��
- ��Divergent��˾��3D��ӡ���g����܇��
- ������ǻ�t�WԺ������3D��ӡ�����ƽM��
- ����������٘���Ѫ������MƤ����ֲ��
- ���Ƅ�ճ�Y�����䣨�T��/����/�մɣ�3D��
- �����̻����w�����c3D�����ӡ�ںϣ��F��
- ���X�����������죺���ڿɳ��m��ҕ�ǵ���
- ���Ϻ��������픿��������պ��������
- ��3D��ӡ������������ڣ��༉�Y���{���c
 �x�^�����ۻ�����
�x�^�����ۻ����� ���;ۺ���3D��ӡ
���;ۺ���3D��ӡ 6K Additive����
6K Additive����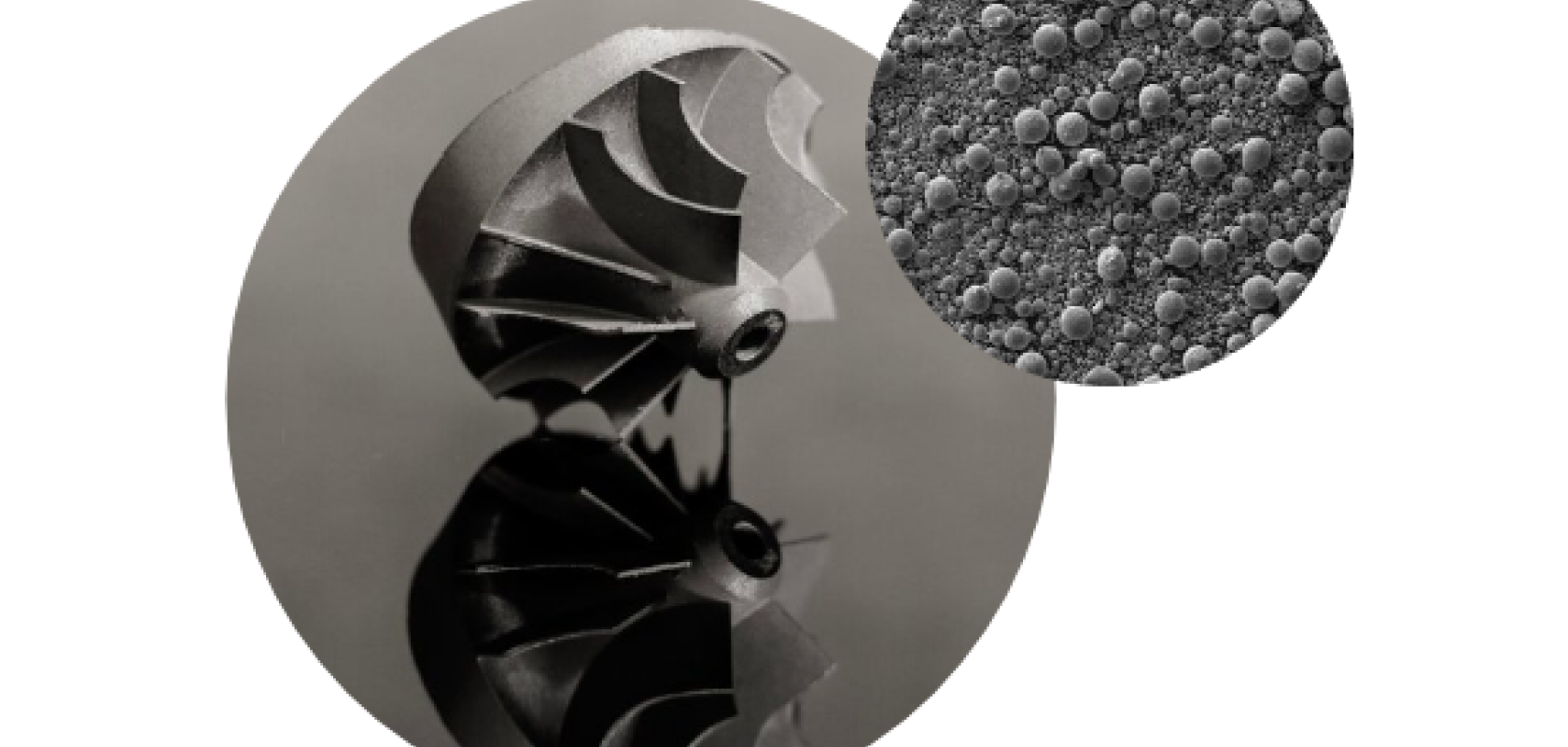 ��δ�����������
��δ����������� �Č�����������a
�Č�����������a 3D��ӡ�ڿ�ǻ�ޏ�
3D��ӡ�ڿ�ǻ�ޏ����c����
- ��3D��ӡ������ܶȺ����D��������x��
- ���Ź�ʮ�H��ʲô��Ф���~�Z���g����䌍
- ��������R�t���g��ʲô��Ф����һ�����
- �����^¶β��ʲô��Ф����һ������_��Ф
- ���˶�֮�Ŵ�һ�����_��Ф���~�Z��ጽ��x
- ��ĮĮˮ���w������ʲô��Ф����һ�����
- ��������R�t���g�´�һ������_��Ф����
- �����^¶β�´�һ������_��Ф�����x���
- ��ĮĮˮ���w������һ�ʴ_��Ф����ʲô��
- ���C������̻�3D��ӡ���g��������֬���_


